一)同軸電纜制造工藝的影響
1-1.外導(dǎo)體的制造
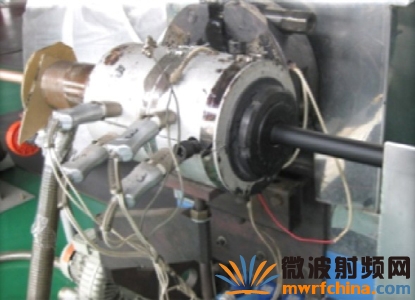
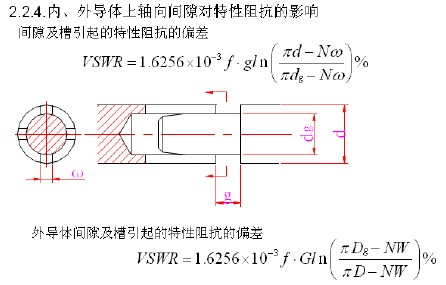
同軸射頻電纜的外導(dǎo)體起著回路和屏蔽雙重作用,其生產(chǎn)設(shè)備如銅帶成形生產(chǎn)線簡圖如圖1 所示:其制造過程主要由放線、放帶、管狀成型、焊接、牽引、軋紋和收線構(gòu)成,目前主要采用輪式工裝通過逐漸減小銅帶彎曲時的曲率半徑來完成管狀成型,其焊接和軋紋質(zhì)量控制的好壞關(guān)系到電纜產(chǎn)品的電氣性能及彎曲性能。外導(dǎo)體的軋紋由高速旋轉(zhuǎn)的軋紋刀片或齒輪完成,軋紋時通過有效控制生產(chǎn)線各部分張力的大小和軋紋設(shè)備運轉(zhuǎn)的穩(wěn)定性來保證軋紋的結(jié)構(gòu)尺寸和尺寸的均勻性,以便使外導(dǎo)體形成設(shè)計要求的波峰、波谷和節(jié)距。

圖1 外導(dǎo)體生產(chǎn)線簡圖

發(fā)泡生產(chǎn)線

發(fā)泡生產(chǎn)線

外導(dǎo)體生產(chǎn)線(氬弧焊軋紋生產(chǎn)線)

外導(dǎo)體生產(chǎn)線(氬弧焊軋紋生產(chǎn)線)

外護套生產(chǎn)線
外護套生產(chǎn)線

外護套生產(chǎn)線
將一定厚度的銅帶在絕緣線芯軸向上對焊成密封銅管,并用齒輪或螺旋形軋紋刀片機軋成單個環(huán)形皺紋,它與泡沫絕緣體一起形成封閉環(huán)形區(qū)域,使得潮氣、水分等不能侵入,見圖2。外導(dǎo)體環(huán)形的軋制使得內(nèi)導(dǎo)體、泡沫絕緣層和波紋外導(dǎo)體三者位置固定,形成較穩(wěn)定的結(jié)構(gòu),并使電纜在彎曲或溫度變化時機械尺寸變化極小,使得傳輸相位等電氣性能十分穩(wěn)定。螺旋形皺紋銅管用作電纜導(dǎo)體后,電纜彎曲性能優(yōu)于環(huán)形皺紋導(dǎo)體電纜,用于一些超柔電纜外導(dǎo)體和大尺寸同軸射頻電纜內(nèi)導(dǎo)體的生產(chǎn)。螺旋形皺紋管是在軋紋頭上安裝一把環(huán)形軋紋刀,使軋紋刀偏轉(zhuǎn)一個與所形成螺旋紋的螺旋升角一致的角度,通過垂直于電纜焊接銅管表面進刀(即與電纜軸心偏心,此偏心亦即進刀量),在軋紋頭轉(zhuǎn)速與銅管牽引線速合理配比的條件下,在焊接的銅管上形成連續(xù)的螺旋紋,見圖3。
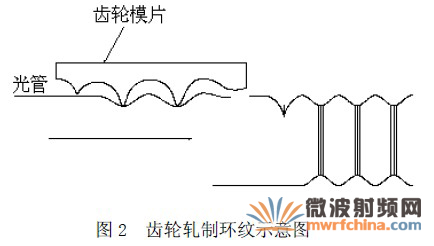
圖2 齒輪軋制環(huán)紋示意圖
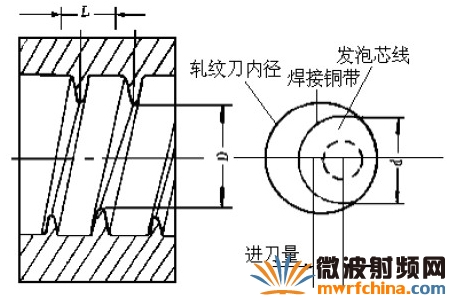
D-模片齒孔內(nèi)徑d-光銅管直徑L-節(jié)距
圖3 環(huán)紋軋制刀片及原理示意圖
1-2.外導(dǎo)體的焊接和軋紋生產(chǎn)控制
氬弧焊的電極通常采用釷鎢材料制成,焊針必須采用高純度的釷鎢棒(高純鎢加3%左右的釷),其優(yōu)越性主要表現(xiàn)在:1)耐用;2)許用電流大;3)引弧及穩(wěn)弧性能好。焊接時使產(chǎn)生的電弧集中,避免電弧漂移,以利于焊縫變小,焊接牢固,且能連續(xù)焊接。鎢極直徑和端部形狀確定了鎢極氬弧的電流使用范圍及電弧形態(tài),因而對焊縫形成及過程有很大的影響。當(dāng)銅帶采用小電流焊接時,應(yīng)盡可能采用小直徑、小錐角和小平頂直徑,以利于電弧引燃和穩(wěn)定工作。電流增大時,錐角應(yīng)隨鎢極直徑增大而增加,平頂直徑也要增加,以控制端電流密度避免異常燒損,同時防止因斑點上爬而造成弧柱擴散。銅管外導(dǎo)體焊接用保護氣體(氬氣)的純度應(yīng)控制在99.995%以上。氣體的純度和氣壓的穩(wěn)定將直接影響到焊接的質(zhì)量,其保護效果可依焊縫表面顏色加以區(qū)別。焊接電流的大小主要取決于銅帶的厚度和質(zhì)量以及成型工裝的穩(wěn)定性,一般焊流選取在65A—180A 之間。
張力、軋紋速比、軋紋角度、進刀量的控制。張力和軋紋轉(zhuǎn)速是控制電纜結(jié)構(gòu)尺寸的關(guān)鍵參數(shù)。環(huán)形和螺旋皺紋管結(jié)構(gòu)尺寸的控制結(jié)構(gòu)尺寸主要包括螺紋的波峰、波谷、節(jié)距,而這幾個參數(shù)的控制主要是靠張力、軋紋轉(zhuǎn)速、軋紋角度、進刀量等參數(shù)保證的:1)芯線張力越大,外徑越大,節(jié)距會減小;2)在其它參數(shù)不變的條件下,軋紋速比越大,即同等的送管牽引線速,當(dāng)軋紋頭轉(zhuǎn)速增加時,螺旋紋節(jié)距越小。3)軋紋角度越大,通常軋出的環(huán)形紋和螺旋紋的節(jié)距就越大(對于偏心式軋紋而言);4)在其它參數(shù)不變的情況下,進刀量越大,波谷外徑則越小,同時波峰外徑也會有一定的增加(對于采用刀片軋紋而言);5)在其它條件不變時,齒輪越大,外徑越小,節(jié)距越大。
1-3.電纜VSWR的控制
駐波是因為電磁波在電纜中傳輸時因反射而形成的,其主要原因是因為阻抗的不均勻性造成的。對于理想的同軸電纜,在整個長度方向上電纜的特性阻抗是不變的,然而事實上阻抗完全均勻的電纜是不存在的,因而在長度方向上電纜特性阻抗總會存在一些細微的變化。在同軸電纜長度方向上阻抗的任何細小變化,均會導(dǎo)致在電纜內(nèi)傳輸?shù)囊徊糠中盘柲芰勘环瓷浠厝ィ腿缤诓煌橘|(zhì)的媒質(zhì)中傳播時在兩媒質(zhì)的界面會發(fā)生反射和折射一樣。信號的反射不僅會造成傳輸信號的能量損失,而且反射回去的信號會對信號源產(chǎn)生干擾,輕者會導(dǎo)致信號線性失真,嚴重的將導(dǎo)致電纜根本無法使用。同軸電纜VSWR 性能是電纜結(jié)構(gòu)均勻性、穩(wěn)定性在電氣上的反映。VSWR 的定義如下

式中,ρ為反射系數(shù);Z 1 、Z 2 為反射界面兩側(cè)電纜的阻抗。
從式(1)可以看出,當(dāng)|ρ|越大(即信號反射界面兩側(cè)的阻抗差值越大,或同軸電纜阻抗在電纜長度方向越不均勻。),VSWR 也越大;當(dāng)|ρ|→1 時,VSWR→∞。因此要改善電纜的VSWR 性能就必須盡可能降低|ρ|,也就是要盡可能減小電纜阻抗在長度方向上的不均勻性,這是改善同軸電纜VSWR 質(zhì)量水平的理論依據(jù)。
根據(jù)通信電纜的傳輸理論,可以把一定長度的電纜看作是由無數(shù)無限短長度的電纜段組成的,對每一小段電纜都可看作為一個集中參數(shù)電路,圖中R、L、c、G為電纜線路的一次傳輸參數(shù),這些傳輸參數(shù)與傳輸電磁波的電壓和電流的大小無關(guān),而與電纜的材料結(jié)構(gòu)及電流的頻率有關(guān)。

電纜的VSWR 是電纜設(shè)計和制造水平的綜合反映。使用的導(dǎo)體材料在長度方向上的均勻性、絕緣外徑的均勻性、泡孔的均勻性、外導(dǎo)體各部分尺寸的一致性等任何影響電纜長度方向上均勻一致性的因素都可能導(dǎo)致電纜長度方向的阻抗變化,從而使傳輸信號發(fā)生畸變。控制電纜的VSWR 主要有以下幾個方面:
(1)由于外導(dǎo)體生產(chǎn)線線速度(其主要由牽引設(shè)備的機械、電氣穩(wěn)定性和牽引是否打滑決定)、軋紋機轉(zhuǎn)速和生產(chǎn)線張力的波動等,均會導(dǎo)致電纜外導(dǎo)體及絕緣線芯結(jié)構(gòu)尺寸的不均勻變化,因此外導(dǎo)體生產(chǎn)線是影響電纜VSWR 的重要因素。
(2)生產(chǎn)工藝參數(shù)設(shè)置(特別是軋紋參數(shù)如:軋紋模具結(jié)構(gòu)、焊接模和定徑模位置和導(dǎo)向模孔徑、軋紋轉(zhuǎn)速等)如不合適將導(dǎo)致軋紋外導(dǎo)體和絕緣線芯結(jié)構(gòu)尺寸的不均勻,電纜的外徑和節(jié)距不合格,甚至?xí)?dǎo)致橢圓、軋紋變形和軋紋卡死等現(xiàn)象,從而影響電纜的VSWR 性能。小規(guī)格電纜生產(chǎn)時上述生產(chǎn)工藝參數(shù)對電纜VSWR 性能的影響特別明顯。
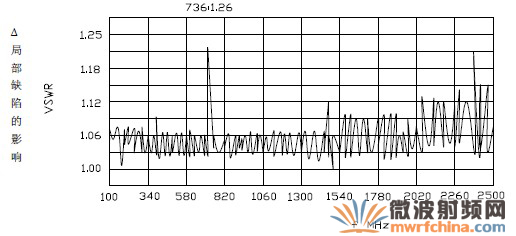
(3)外導(dǎo)體加工設(shè)備或裝置如存在機械故障將嚴重影響電纜的VSWR 性能。通常旋轉(zhuǎn)設(shè)備或部件如存在機械損傷,如:精切刀受損、牽引夾塊不匹配、軸承旋轉(zhuǎn)不靈活等將會導(dǎo)致外導(dǎo)體上產(chǎn)生周期性缺陷,從而在基頻和倍頻處導(dǎo)致明顯的VSWR 峰值。
(4)由于設(shè)備或其它裝置出現(xiàn)故障、銅帶在運輸過程中被包裝等硬物件擠壓碰傷以及操作不當(dāng)導(dǎo)致銅帶發(fā)生周期性的變形(如彎曲、損傷等缺陷)也會影響電纜的VSWR 性能。
(5)外導(dǎo)體銅帶厚度不均勻或銅帶表面被氧化將導(dǎo)致銅帶的電導(dǎo)率及電纜結(jié)構(gòu)產(chǎn)生不均勻變化,從而會影響電纜的VSWR 性能。若銅帶厚度沿長度呈現(xiàn)周期性變化,則所有這一系列的周期不均勻性的反射信號相差2nπ,疊加成非常有害的結(jié)構(gòu)反射損耗。
(6)在同軸電纜制造過程中由于外導(dǎo)體放線張力不穩(wěn)定性將可能導(dǎo)致外導(dǎo)體結(jié)構(gòu)尺寸及電性能在長度方向上發(fā)生不均勻變化,因此外導(dǎo)體放線張力及其穩(wěn)定性是影響電纜VSWR 的重要因素之一。
(7)中心絕緣纜芯與外導(dǎo)體銅管的占空比是影響電纜電壓駐波比的一個不可忽視的因數(shù)。對外導(dǎo)體銅管來說,相對較大的絕緣纜芯,有利于電壓駐波比的改善,即占空比越小,駐波指標(biāo)越好。
(8)由于外導(dǎo)體收排線或其它原因?qū)е碌耐鈱?dǎo)體發(fā)生周期性或非周期性的彎曲將造成電纜結(jié)構(gòu)的局部畸變,嚴重的還會造成變形、絕緣線芯電容發(fā)生突變,因此也是影響同軸電纜VSWR 的重要因素。
另外,由于偶然原因?qū)е峦S電纜內(nèi)滲入水、皂化液或其它媒質(zhì)時,特別是螺旋紋同軸電纜更應(yīng)重視,同軸電纜局部或整體的導(dǎo)體損耗、介質(zhì)損耗將發(fā)生突變,因而會導(dǎo)致電纜VSWR 性能劣化,此時在電纜VSWR 頻域波形上表現(xiàn)為整體水平較差。
周期性不均勻是由像收、放線輪轉(zhuǎn)速的波動,雙輪牽引張力的不穩(wěn)定,鼓輪的波動,成形輪等圓形部件,外導(dǎo)體中芯線不夠平直等引起;設(shè)備問題如直流電機轉(zhuǎn)速、馬達、開關(guān)、齒輪轉(zhuǎn)速等都可能引起周期性故障點,進而產(chǎn)生周期性的駐波峰值。在實際運用中,通常利用同軸電纜周期性波動長度H 的特點,采用式(1)找出引起波動的設(shè)備或原材料,并進行針對性改進;或?qū)SWR 峰值頻率移動截止頻率。同軸電纜的截止頻率fc 按式(2)計算。

式中v 為信號傳輸速率;N 為序數(shù),1,2,3,4,…;f 為VSWR 峰值頻率(MHz)。

式中D、d 分別為外導(dǎo)體平均內(nèi)徑和內(nèi)導(dǎo)體平均外徑(mm);
 為內(nèi)外導(dǎo)體間介質(zhì)的等效介電常數(shù)。
為內(nèi)外導(dǎo)體間介質(zhì)的等效介電常數(shù)。
1-4.改善同軸電纜電壓駐波比的途徑
通過對導(dǎo)致電纜VSWR 性能劣化的生產(chǎn)條件的分析,在同軸射頻電纜外導(dǎo)體的生產(chǎn)過程中可以通過以下途徑來改善電纜的VSWR 性能:
(1)選用機械加工精度及電氣控制精度合適的生產(chǎn)設(shè)備及控制軟件。生產(chǎn)設(shè)備足夠精密,以減小對對電纜結(jié)構(gòu)尺寸均勻性的影響。
(2)對設(shè)備機械部分定期進行檢修、維護,及時發(fā)現(xiàn)和消除設(shè)備故障,對設(shè)備電氣控制軟件定期進行優(yōu)化,以減小制造的不均勻性,絕緣均勻無大泡孔,無竹節(jié)等現(xiàn)象,外導(dǎo)體結(jié)構(gòu)尺寸要均勻一致(節(jié)距和波紋外徑穩(wěn)定,波紋無變形等)。
(3)選用質(zhì)量優(yōu)良、性能穩(wěn)定的原材料,使得外導(dǎo)體金屬帶的結(jié)構(gòu)尺寸在長度方向上無周期性不均勻。
(4)根據(jù)設(shè)備情況及周圍環(huán)境變化對生產(chǎn)工藝參數(shù)進行優(yōu)化。
(5)提高操作人員的操作技能及熟練程度。
選用結(jié)構(gòu)尺寸均勻的外導(dǎo)體材料,生產(chǎn)過程中嚴格控制張力、軋紋轉(zhuǎn)速、選用合理的模具以及設(shè)置合理的參數(shù),可獲得令人滿意的低VSWR 比。本文提供的工藝控制方法以在生產(chǎn)中加以驗證,但已使我們有足夠的信心制造滿足移動通信要求的電纜。
二)接頭裝配/焊接工藝的影響
2-1.設(shè)計
三項基本設(shè)計原則要點:
2-1-1.設(shè)計原則1
在連接器的每一個橫截面上盡可能保持一個恒定的特性阻抗。例如:50Ω。
應(yīng)用一段特性阻抗高于和低于標(biāo)稱阻抗的傳輸線,對導(dǎo)體上的階梯、槽或間隙進行補償,限制了寬帶性能,不能應(yīng)用到寬帶精密元件上。
2-1-2.設(shè)計原則2;
阻抗不連續(xù)是不可避免的;對于每個阻抗不連續(xù),都要進行補償;為獲得最好的性能,首先應(yīng)把未補償?shù)牟贿B續(xù)減至最小;其次對剩余的阻抗不連續(xù),應(yīng)進行補償;改變阻抗的做法,限制了帶寬,不適合寬帶設(shè)計。
2.1.3.設(shè)計原則3;
同軸元件中導(dǎo)體的尺寸公差總是不可避免的;把電氣性能對機械公差的依賴減至最小。例如:易磨損,碰傷處。
做好設(shè)計控制,體現(xiàn)降低VSWR 措施
a 做好設(shè)計方案論證。
b 做好總體結(jié)構(gòu)設(shè)計。
c 做好補償設(shè)計。
d 控制機械加工尺寸公差。
e 合理選擇適用材料和鍍層。
f 合理確定表面粗糙度。
g 合理確定形位公差。
h 開槽、打孔應(yīng)適宜。
i 消除空氣隙的影響。
j 必要時,要驗算絕緣支撐的厚度,合理確定絕緣支撐在連接器中的軸向位置。
應(yīng)用射頻連接器基本設(shè)計三原則不當(dāng)帶來的影響(圖形含義請參考其它資料)

2-2.生產(chǎn)加工


表面粗糙度的影響---導(dǎo)體鍍涂的影響
作為頻率函數(shù)的導(dǎo)體電阻率的測量數(shù)據(jù)

2-3.裝配
裝配不當(dāng)帶來的影響,常見的問題
a、零件位置顛倒、錯亂、張冠李戴等;
b、零件前后方向顛倒,如絕緣支撐,數(shù)量或多或少;
c、零件礅粗變形,導(dǎo)致內(nèi)、外導(dǎo)體直徑變化,尤其是小型產(chǎn)品、卡環(huán)等;
d、零件端面碰傷,有劃痕、壓痕等;
e、裝配中,異物進入連接器內(nèi)部或多余物未清除干凈;
f、電纜剝制尺寸不當(dāng)?shù)取?/p>
生產(chǎn)加工不當(dāng)漏檢帶來的影響,生產(chǎn)線上常發(fā)現(xiàn)的缺陷
a、產(chǎn)品內(nèi)腔深處階梯間距尺寸超差、直徑尺寸超差等;
b、產(chǎn)品內(nèi)腔階梯處存在峰邊、卷邊、大毛刺、殘余銅屑等;
c、產(chǎn)品內(nèi)腔倒角不均、不同心、偏大或偏小尺寸角度超差等;
d、開槽、打孔尺寸超差;
e、產(chǎn)品內(nèi)腔表面粗糙度差,尤其在接觸表面上存在刀紋、振紋等。
常見的超差現(xiàn)象:
絕緣支撐區(qū)
a、絕緣支撐尺寸超差,共面補償槽深超差,金屬導(dǎo)體與介質(zhì)接觸面存在明顯空
氣隙,支撐厚薄不均勻,引起端面界面尺寸超差、變化、松動等;
b、裝配過程中未進行高壓氣泵清洗,腔體絕緣支撐面殘存裝配生成多余物,影
響零件位置尺寸;
c、絕緣支撐材料不純、有異物、顏色不正、受污染、介電常數(shù)發(fā)生變化;
d、支撐裝配顛倒,擠壓壓力過大導(dǎo)致尺寸變化,變形。
直徑變化過渡區(qū)
a、錯位補償應(yīng)用公式計算不當(dāng)、尺寸超差、錐形補償尺寸計算不準(zhǔn),錐頂錯位;
b、加工不當(dāng)、光潔度差、存在峰邊、卷邊、殘留多余金屬物;
c、階梯倒角不當(dāng)、偏心、不同軸、角度超差、尺寸超差等;
d、錯位補償不當(dāng),應(yīng)補償處未補償,設(shè)計結(jié)構(gòu)錯誤。
端接電纜結(jié)構(gòu)區(qū)
a、電纜剝制尺寸錯誤,剝制尺寸超差,剝制尺寸設(shè)計錯誤;
b、端面有殘絲、留絲、飛絲、灰塵、油污、加工粗糙、切割不平、端面不圓等;
c、異物進入連接器內(nèi)部,尤其是金屬屑;
d、裝配不到位,過緊或過松導(dǎo)致形體變形或有間隙。
2-4.測試檢驗
測試系統(tǒng)的缺陷帶來的影響:例如儀器校準(zhǔn),連接件的影響,以及測試方法的影響。
2-5.降低射頻連接器VSWR的途徑和措施
查找影響VSWR 因素,確定整改措施,保證VSWR 性能
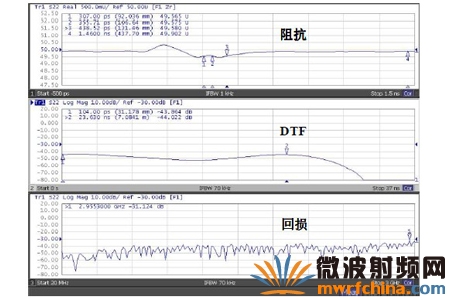
a.應(yīng)用矢量網(wǎng)絡(luò)分析儀的時域功能,確認影響VSWR 的部位
b.從試驗入手,觀察分析測試頻率特性曲線,尋找“敏感區(qū)”或“敏感點”
c.從經(jīng)驗入手,查找確定影響VSWR 的因素
查找影響VSWR 因素,確定整改措施,保證VSWR 性能--影響電纜組件VSWR 的因素






 粵公網(wǎng)安備 44030902003195號
粵公網(wǎng)安備 44030902003195號