對較小外形和較多功能的低成本電子設備的需求繼續在增長。這些快速變化的市場挑戰著電子制造商,降低制造成本以保證可接受的利潤率。倒裝芯片裝配(flip chip assembly)被認為是推進低成本、高密度便攜式電子設備的制造所必須的一項技術。
在低成本應用中,倒裝芯片的成功是因為它可達到相對于傳統表面貼裝元件包裝更大的成本效益。例如,一款新的尋呼機利用了倒裝芯片技術將微控制器裝配于PCB,因為倒裝芯片使用較少的電路板空間,比傳統的塑料球柵陣列(PBGA, plastic ball grid array)成本較低。
材料
集成電路(Integraded circuit)
在這款尋呼機中的集成電路(IC, integrated circuit)是一個5 x 5.6 mm 的微控制器,要求100個輸入/輸出(I/O)連接于PCB。將四周I/O重新分配為2.5排減少點數(depopulated)的球柵陣列形式來接納PCB的線/空格以及通路孔焊盤的限制。錫球(bump)布局與間距如圖一所示。

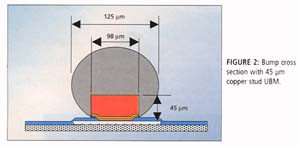
使用了電鍍共晶錫/鉛錫球,因為與其它的替代者比較,它的成本低得多。錫球的直徑大約為125 µm,球下金屬(UBM, under bump metalization)為一個顧客要求的45µm的銅柱,如圖二。
印刷電路板(PCB, printed circuit board)
成本因素決定這款尋呼機的PCB的布局。PCB是標準的FR-4,四個金屬層和一個無電鍍鎳/金表面涂層。由于增加材料成本和有限的可獲得性,所以沒有使用高密度互連(HDI, high-density interconnect)技術。無電鍍鎳/金表面涂層滿足所有產品的要求。現場可靠性問題排除了選擇有機可焊性保護層(OSP, organic solderability preservative),選擇性鎳-金的成本增加也沒有吸引性。
最低成本的PCB供應商的工藝能力限制板的密度為100µm線/空和0.5mm的通路孔焊盤。因此,所有通路孔(via)都是通孔(through-hole)型,避免盲孔(blind via)的成本增加。這些限制和阻焊層公差決定IC的分布形式、錫球尺寸和裝配間距,并定義芯片貼放要求。
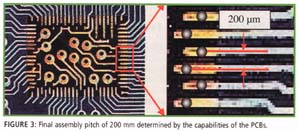
限制通路孔的焊盤尺寸為最小的0.5mm,意味著芯片(die)底下只能放13個通路孔(via)剩下的I/O不得不用100µm的線與空在基板頂面走出去。只使用定面金屬層來布線剩下的87個I/O,這給IC的重新分布形式定下了一個標準。100µm線與空的設計要求將最終裝配間距固定在200µm(圖三)。
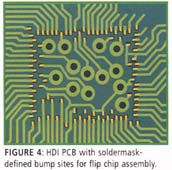
阻焊層(soldermask)的設計與工藝限制對直接芯片安裝 (DCA, direct chip attachment)的裝配過程是關鍵的。必須控制電鍍共晶錫球的熔濕(wet),以防止回流期間焊接點的完全倒塌和斷源。阻焊層可用來限制焊錫熔濕和控制錫球塌落的程度。這個控制是通過為每個錫球座設計離散的阻焊層開口來完成的(圖四)。在本文所述的應用中,工藝的限制和貼裝設備的能力使得不能使用單獨定義的錫球座。
低成本PCB供應商通常只可以維持大批量生產時的±75µm阻焊層對位精度。用于芯片貼裝(die placement)的導向絲桿設備的精度能力為±50µm。這些公差的累積要求0.375mm的阻焊層開口來保證貼裝與回流過程達到6σ能力。這個尺寸的開口容納阻焊層的偏移和貼裝公差,而不會將120µm直徑的錫球放到阻焊層上。
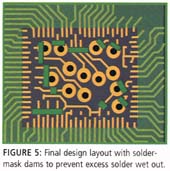
最后布局利用單個的阻焊條或“堤擋”來限制焊錫熔濕流出,并在關鍵區域防止斷源。堤擋放在流道上,直接連接于內通孔的連線孔(via)或那些認為太長的線上。要求總共11條阻焊堤擋或條來足夠地保護裝配(圖五)。這隨機放置的阻焊條提供整個芯片的連續的毛細管作用,結果得到均勻的充膠(underfill)流峰,和無空洞的密封膠。
錫球(solder bump)
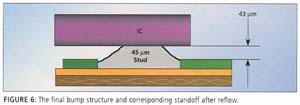
在阻焊層可用于控制低成本、密間距應用的芯片(die)塌落之前,必須改進材料的定位和孔的準確度。阻焊堤擋可有效的防止焊錫點斷源,但不能充分地限制回流時的錫球倒塌(die collapse)。為了有效地控制芯片離板高度,錫球的銅UBM(錫球下的金屬)需要改進。使用45µm的銅柱UBM可達到連續一致的工藝過程和可靠性。這個錫球結構提供阻焊層之上43µm的間隙,容易作底部充膠。圖6顯示最后的錫球結構和回流之后相應的力板高度。
工藝過程
建立最終的設計版本和材料規格,允許制造過程得到優化,達到最大的產量與最好的品質。雖然與標準的表面貼裝相似,倒裝芯片要求特殊的考慮因素。在工廠實施之前的準備將改進生產線產量,過程合格率和產品可靠性。倒裝芯片工藝包括上助焊劑(fluxing)、芯片貼裝(die placement)、回流(reflow)、底部充膠(underfill)和固化(cure)。
上助焊劑(fluxing)
上助焊劑(fluxing)是倒裝芯片工藝的第一步,其重要性經常被低估了。在形成連接之前,助焊劑將芯片保持在位置上,減少氧化和加速共晶焊錫球的回流。本應用中使用的免洗助焊劑具有高粘著性(tack)、低粘度(viscosity)、長蒸發時間、最低回流焊后殘留物、低毒性和最小氣味。
在錫球回流之前芯片的移動是一個關注,因為200µm的裝配間距幾乎不允許有對位錯誤。造成未對準或相對移位芯片的原因可能不同,但包括:
· PCB彎曲變形(warped PCB):當芯片(die)貼放到電路板表面時,彎曲的板可能會柔曲。已經貼裝在板上的芯片,在剩下的芯片貼裝時,要經受電路板的類似于崩床的運動。
· 板的傳送:在芯片(die)貼裝之后,裝配傳送到回流焊爐必須流暢。傳送帶對不準或貼裝單元的升起定位機構或傳送帶的突然加速都可能造成芯片移位。
· 爐的情況:爐內高速氣流將吹動芯片偏移定位。
具有高粘著性和低蒸發速率的助焊劑系統將減少這些材料處理的缺陷和提高更快的生產線速度。如果助焊劑在芯片貼裝或回流之前蒸發,那么IC更可能移位。慢的蒸發保持最多的助焊劑,在回流爐的升溫和保溫區期間,把芯片固定在位。理想的,助焊劑不應該蒸發太多,直到元件達到回流溫度曲線的液化區域。快速干燥的醇基助焊劑可能要求芯片貼裝之前分階段處理。
為了充分利用貼裝單元,上助焊劑是使用一臺專用的滴膠機在芯片貼裝之前完成的。沒有采用諸如壓印(stamping)、浸(dipping)或刷(brushing)等接觸式方法,由于產品專門的定位裝置和對污染的關注。
量的控制是助焊劑滴涂的最重要方面。要求最少的量是百分之百的覆蓋錫球座/滑道(site / runner)。不完全覆蓋將造成電氣開路和裝配的報廢。增加的量超過了百分之百的要求將改善粘著性能,但可能反過來影響產品的可靠性。過多的助焊劑可能造成回流焊后的殘留物和不希望的區域侵蝕。有機殘留物對底部充膠是有害的,降低系統的現場可靠性。助焊劑遷移或流動超出芯片座可能引起焊錫球(solder ball)、元件豎立(tombstoning)和PCB的離子污染(ionic contamination)。對每個產品的最后量的規定必須平衡百分之百覆蓋要求、最大粘著性能、最少助焊劑殘留物和元件偏移控制。
上助焊劑不要求很高的放置精度。使用兩個全局基準點作板的定位,可得到很高的可信水平。對每個貼片座的局部基準點是沒有必要的,它會降低設備周期。設備購買時不能沒有視覺系統,但多數便利設施可以省去- 快速簡便的產品編程和設定確認等。
芯片貼裝(die placement)
芯片貼裝容易實施,因為設備對工廠人員都很熟悉。設備具有C4倒裝芯片貼裝頭,只用于IC的貼裝。貼裝頭有四個貼裝轉軸(spindle),維持X-Y貼裝精度為±200µm和最大貼裝力為2500g。芯片以盤帶包裝,用黑色迭爾林(Delrin)吸嘴來吸取元件。
通常,貼裝壓力應該為每個I/O 6~12g。在這種情況下,100 I/O要求600~1200g之間的壓力。過大貼裝壓力有一個缺點,盡管貼裝頭/視覺系統掃描后已經作了糾正,貼裝壓力可能產生元件偏移。還有,如果托盤的剛性不夠,或者板的支撐不正確,貼裝時板可能會向下彎曲。
元件的視覺識別路線設定是,沿芯片周圍識別48個錫球(bump),和中間附近一個定向錫球。錫球的數量經過優化達到最高的貼裝精度和最大的機器產量。增加錫球數量大大地延長處理時間,而貼裝精度保持不變。
一個解析度為每個象素1.3mil的相機用來抓拍芯片的圖象。通過二級光強度的側光,得到足夠的對比度。貼裝單元也配備一個每個象素0.5mil的可選相機,但要求抓拍兩個芯片圖象。
用三個全局基準點來決定PCB和貼裝座的位置。基準點應該是金屬作的,以保證錫球的貼放是相對于倒裝芯片的焊盤,而不是阻焊層。
貼裝之后、回流之前板的所有運動和傳送必須平滑,不能影響元件的定位。如果元件的移位是來自貼裝單元,那么機器傳送帶、升起定位和Z-軸的加速度和速度的設定可能需要降低。在高速運作期間,也必須使用適當的板支撐,以減少PCB撓曲。撓曲或反回可能引起前面貼裝的芯片移出焊盤,特別是如果在表面貼裝之前陣列(array)翹曲。
回流(Reflow)
在貼裝工藝之后,裝配通過一個空氣對流爐,來回流共晶焊錫球,形成電氣連接。爐設定按標準的表面貼裝溫度曲線。氮氣流速提供良好的熱傳導,限制氧氣污染。爐的進口處過大的氮氣流速可能引起芯片偏移出焊盤,因此引發缺陷。如果這個偏移變成一個長期的問題,可增加分流板來防止氣流直接沖擊芯片。開始的溫度斜率不應該超過每秒1.5~2.0°C。高的預熱速率迅速蒸發助焊劑,引起回流焊接之前芯片偏移,甚至翻轉。
每個產品都必須作溫度曲線,以保證滿足適當的回流條件。在生產線預防性維護或板有任何改動之后,應該再作溫度曲線。表面上不重要的修改,如改變地線層的尺寸或位置,可影響熱傳遞速率和倒裝芯片的回流。氮氣流速使用安裝在爐前的流量計來監測。氧氣水平可用也是安裝在爐前的探測器來檢查。
先進先出(FIFO, first-in, first-out)的緩沖器應該安裝在回流爐的立即出口,在底部充膠單元之前。這個預防措施將收在集流水線關閉期間正在回流爐內的任何電路板。
底部充膠(Underfill)
底部充膠對倒裝芯片裝配的長期可靠性是必須的。膠減少焊接點的應力,將應力均勻地分散在倒裝芯片的界面上。每個充膠系統的可靠性可能差別很大,決定于倒裝芯片裝配的結構;因素包括離板間隙(standoff)高度、芯片鈍化、阻焊劑供應商和PCB材料。所希望的制造特性包括快速的流動速率、快速固化、長的儲存穩定性和容易使用到倒裝芯片座。為了達到成功,充膠的附著、顆粒尺寸分布和填充量必須修整,以滿足制造和可靠性要求。
多數充膠材料是基于環氧樹脂的系統,充入50~70%重量的硅來協調穩定膨脹系數(CTE, coefficient of thermal expansion)。所有元素預先混合包裝在注射器內,適于所希望的速率和材料儲存壽命。注射器大小應該限制操作員的干涉時間為每四到八個小時,因此減少停線期間的材料浪費,但又不太影響產量。
充膠材料儲存在-40°C的冷凍機內,在裝上滴膠機之前,解凍至少30分鐘。解凍到一個穩定的穩定狀態,防止不利的粘度變化,它會引起充膠量的變化。充膠的制造儲存壽命應該至少四小時。在這個時間內,滴膠機應該展示連續的膠流、無針嘴滴漏(dripping/drool)和良好的滴膠點尾的斷開。超過材料儲存壽命可能造成充膠不完整和低劣的附著。
用旋轉式膠泵將膠填充到基板。這個閥是堅固的,易于清潔,并可在膠劑壽命內滴出連續一致的膠量。基板溫度是不受控制的,其變化決定于經過回流爐之后所持續的時間。膠劑是以充膠到芯片所有四條邊的形式滴注的。這種形式提供良好的圓角成型,并且比曾經評估過的單線或L形滴膠更快速。
在滴膠之前,用設備的視覺程序來定位IC的每條邊,減少滴膠嘴由于移位的芯片而被彎曲的機會。損壞的滴膠嘴將不會正確地滴膠,在發覺之前可能引起無數的缺陷。柔性的滴膠嘴是個可接受的替代者,如果視覺要求反過來影響設備的產量。柔性的滴膠嘴在受沖擊時會彎曲,但是如果滴膠嘴變形,滴膠精度可能受影響。
芯片周圍1~2mm 的元件非入區是所希望的,但并不一定總是可行的,因為設計的局限。在本文所述的情況中,有熱封裝配、一個開關和幾個離散元件處在非入區的里面或附近。滴在或流入熱封元件和開關區域的膠可能毀壞整個PCB。密封的離散元件不會負面影響射頻性能,但將抑制芯片下的膠流。這些元件也將在固化后永久地綁接在位置上,可能使得豎立的電容無法修理。12~16mg的底部充膠提供必要的覆蓋并限制污染。
固化(cure)
底部充膠的裝配通過一個固化爐,使膠劑聚合。臥式、立式和微波爐都可使用,決定于應用和固化時間的要求:
· 臥式固化爐,成本低、到處都可找到、可靠、也提供作為回流焊爐的雙重功能。立式與微波爐通常是專門的固化爐,不能用于回流。
· 立式爐具有高容量,占地面積小,但復雜性增加可能導致可靠性和維護等問題。
· 微波爐提供快速的批量處理,但大大增加固定資產成本。從產品到產品來作爐的溫度曲線也變得更困難。
5~15 分鐘的充膠固化時間允許標準的臥式回流焊爐當作固化爐用。為了增加能力,將爐由單軌通道改為雙軌通道。這個修改改進了利用率,消除了每條線多個固化爐的需要。
固化缺陷是一個關注,因為它們可能不被發覺,直到尋呼機到了顧客手中。開始的升溫速率和溫度上的時間(time-at-temperature)是重要的溫度曲線參數,必須得到控制。過快的升溫速度可能引起充膠的過早凝固,或者在系統中揮發低分子重量的單分子物體。過早的凝固在它適當地密封芯片之前就停止了材料流動,揮發的單分子物體將造成空洞。這兩種情況都是不可接受的,并誘發可靠性問題。維持特定的固化時間和溫度對充膠達到其完全功能是必須的。充膠的溫度記錄決定其物理特性,如玻璃態轉化溫度、CTE、粘著力和吸潮特性。加熱時間不充分將造成不適當聚合的膠體,可能不能提供足夠的完整的機械特性。
結論
工程師在實施一項倒裝芯片應用時,應該應用兩條設計規則:
· 限制倒裝芯片將要經受的靜態和動態的電路板彎曲。將芯片貼放在諸如螺釘頭或鍵盤區域背面等高應力點,可能導致底部充膠的脫層和潛在的現場失效。
· 避免芯片背面可能受到沖擊的區域。如有必要,增加一個沖擊墊或蓋來限制IC斷裂或碎裂。
遵守這些規則將改善最后裝配的可靠性,和避免潛在的現場失效。技術進步繼續推動倒裝芯片裝配邁向表面貼裝制造的主流。在許多領域的發展,如無流動(no-flow)低部充膠(underfill)、低成本HDI基板和高精度貼片設備,將繼續降低成本和消除實施倒裝芯片技術的障礙。
 粵公網安備 44030902003195號
粵公網安備 44030902003195號